
G Series Parting and Grooving Cutting Tools with High Performance

Structure with cutter body strengthened.
The enforcement to the pressing strength to the shank guarantees stable clamping of the inserts.
Higher clamping stability.
Reinforced grooving tool, can be installed with grooving, profiling and other kind of inserts .
Excellent surface finish with anti-vibration design.
The new clamping platform achieves stronger clamping force, higher machining safety and stability.

GT/RMD
Higher insert accuracy.
Edge width:2-4mm, tolerance reaches 0.03mm
Edge width:5-6mm, tolerance reaches 0.04mm
The inserts with high consistency can reachhigh accuracy.
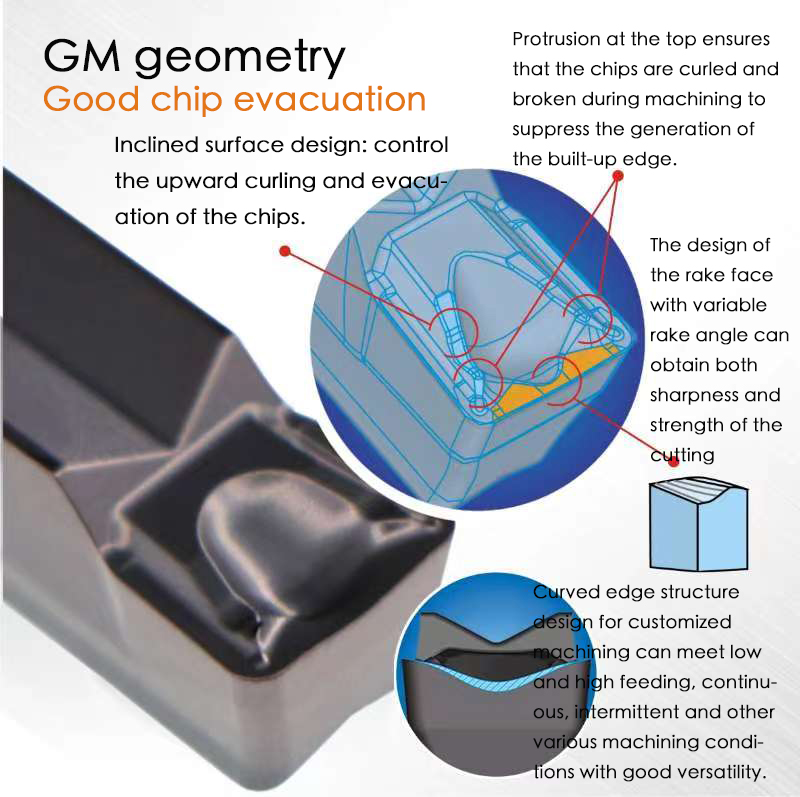
GM geometry
Good chip evacuation.
Inclined surface design: control the upward curling and removal of the chips.
Protrusion at the top ensures that thechips are curled and broken during machining to suppress the generation of the built-upedge.
The design of the rake face with variable rake angle can obtain both sharpness and strength of the cutting edge.
Curved edge structure design for customized machining can meet low and high feeding, continuous, intermittent and other various machining conditions with good versatility.
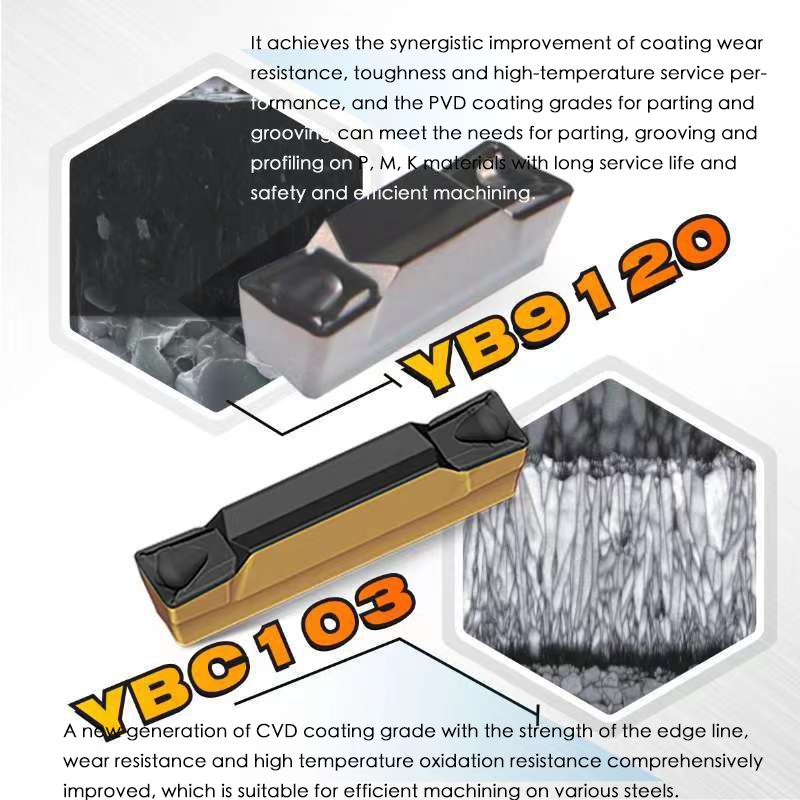
It achieves the synergistic improvement of coating wear resistance, toughness and high-temperature service performance,and the PVD coating grades for parting and grooving can meet the needs for parting,grooving and profiling on P, M, K materials with long service life and safety and efficient machining.
A new generation of CVD coating grade withthe strength of the edge line, wear resistance and high temperature oxidation resistance comprehensively improved, which is suitable for efficient machining on various steels.

GFD face grooving insert.
The high-strength tool body with arcsurface enables more precise tool selection.
Grooving range 28-600mm.
Various inserts for grooving and profilingcan be installed.
GID inner hole grooving insert.
The maximum depth reaches 11mm, and the minimummachining diameter is 20mm.
Various inserts for grooving and profiling can be installed.
GED external grooving cutter.
Higher clamping stability can ensure the safety and stability of grooving and horizontal turning.
Reinforced grooving cutting tool, can be installed with grooving and profiling inserts.
The minimum cutting diameter of the end face can reach 28mm.
Wider machining range.
The minimum machining diameter of the inne rhole can reach 20mm.
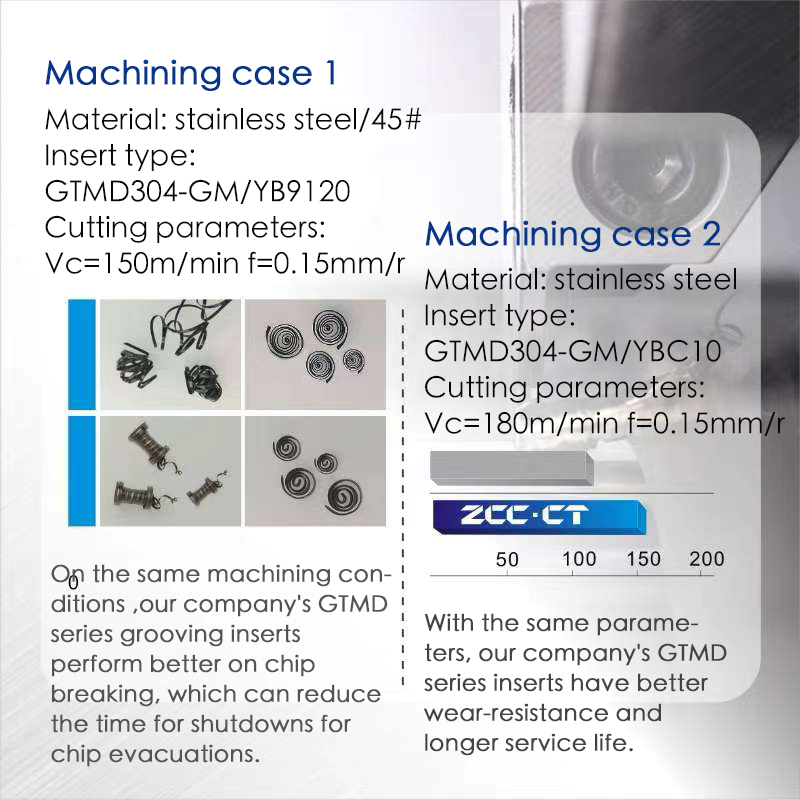
Machining case (1):
Material: stainless steel/45#
Insert type: GTMD304-GM/YB9120
Cutting parameters: Vc=150m/min f=0.15mm/r
Machining case (2):
Material: stainless steel
Insert type: GTMD304-GM/YBC10
Cutting parameters: Vc=180m/min f=0.15mm/r
On the same machining conditions ,our company's GTMD series grooving inserts perform better on chip breaking, which can reduce the time for shutdowns for chip removals.
With the same parameters, our company's GTMD series inserts have better wear-resistance and longer tool life.
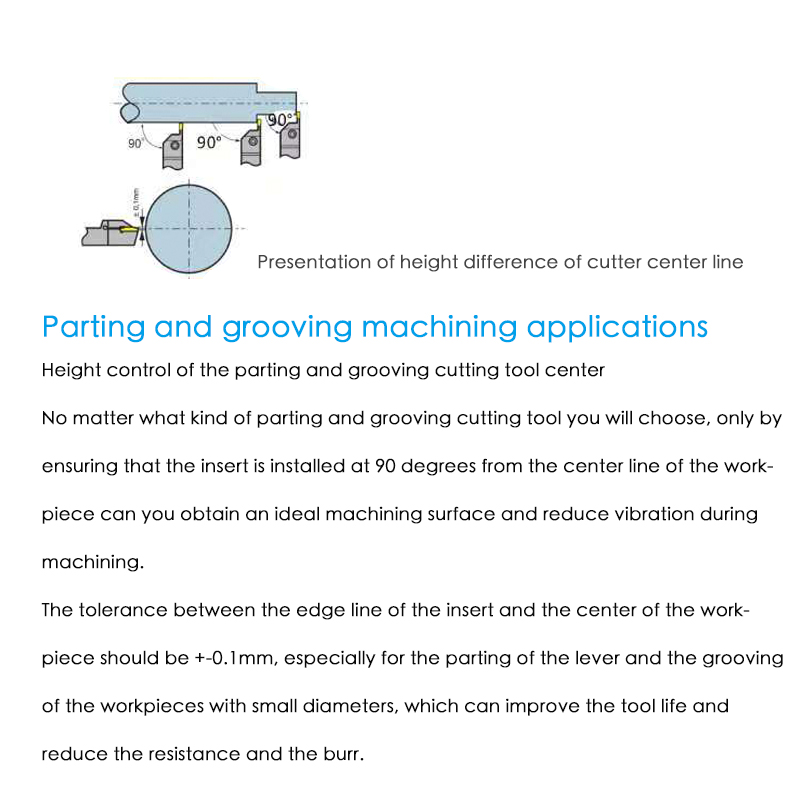
Parting and grooving machining applications:
Height control of the parting and grooving cutting tool center.
No matter what kind of parting and grooving cutting tool you will choose, only by ensuring that the insert is installed at 90 degrees from the center line of the workpiece can you obtain an ideal machining surface and reduce vibration during machining.
The tolerance between the edge line of the insert and the center of the workpiece should be +-0.1mm, especially for the parting of the lever and the grooving of the workpieces with small diameters, which can improve the tool life and reduce the resistance and the burr.
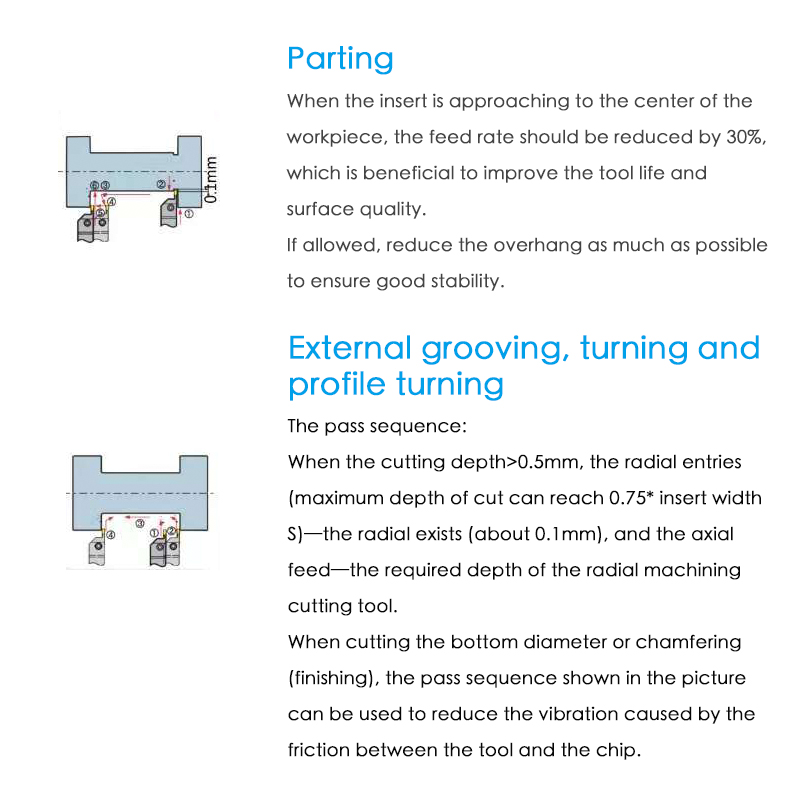
Parting
When the insert is approaching to the center of the workpiece, the feed rate should be reduced by 30%, which is beneficial to improve the tool life and surface quality.
If allowed, reduce the overhang as much as possible to ensure good stability.
External grooving, turning and profileturning
The pass sequence:
When the cutting depth>0.5mm, the radialentries (maximum depth of cut can reach 0.75* insert widths)—the radial exists(about 0.1mm), and the axial feed—the required depth of the radial machining cutting tool.
When cutting the bottom diameter or chamfering (finishing), the pass sequence shown in the picture can be used to reduce the vibration caused by the friction between the tool and the chip.
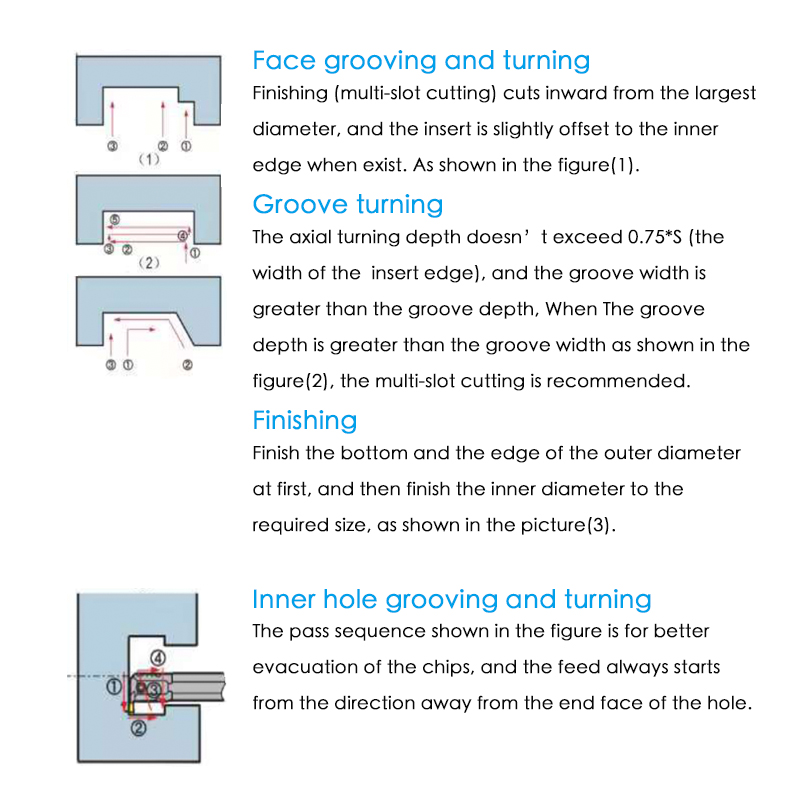
Face grooving and turning
Finishing (multi-slot cutting) cuts inward from the largest diameter, and the insert is slightly offset to the inner edge when exist. As shown in the figure(1).
Groove turning
The axial turning depth doesn’t exceed 0.75*S (the width of the insert edge),and the groove width is greater than the groove depth, When The groove depth is greater than the groove width as shown in the figure(2), the multi-slot cutting is recommended.
Finishing
Finish the bottom and the edge of the outer diameter at first, and then finish the inner diameter to the required size, as shown in the picture(3).
Inner hole grooving andturning
The pass sequence shown in the figure is for better evacuation of the chips, and the feed always starts from the direction away from the end face of the hole.
DOWNLOAD OUR FULL CATALOG HERE.