Thin-walled ring pieces, poor rigidity, large amount of material removal, prone to deformation during processing; High dimensional accuracy, strict technical requirements; complex internal structure, narrow ring groove area, small spacef or tool; thin wall of ring groove, with uneven thickness; mostly made of high temperature alloy, usually using ceramic cutting tools and CNC milling cutte rto efficiently remove the allowance.
Usually using ceramic cutting tools and CNC milling cutter to efficiently remove the allowance
Boss surface
machining


FMA11
series economy face milling
cutter, with soft
cutting action, for high quality face milling of thin-walled boss.
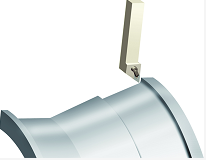
Slot milling
MPHT * -
NM insert for SMP03 tool, with groove structure, fine grinding, edge sharpness treatment,
for roughing where flatness and straightness of groove bottom are not demanded.
CNE * -
NM insert for SMP12 tool, fully ground. Geometry can be designed according to
work piece material and insert nose can be customized. With excellent geometry
bottom straightness and flatness, it is suitable for finishing.
Face and
side milling cutter can be customized according to the customer’s actual
machining requirements. Variable data include interface form, cutter diameter,
cutting width, maximum cutting depth, cutting profile angle, nose radius size, etc.
Finish milling
VSM
uneven pitch milling series are mainly applied for side milling, slot milling
and profile milling in S- materials.
Hole making
SD series drill
Main cutting edge is
in convex curve shape, with lengthened cutting edge, reducing the load per unit
length, effectively slowing down tool wear; Negative rake angle of groove and
increased tool angle improve the heat-dissipation conditions of the nose.
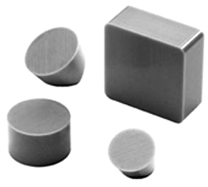
Turning
Ceramic
inserts, with excellent groove wear resistance, larger cutting depth, higher
efficiency and longer tool life.